在競爭激烈的市場中,電子產品、汽車零部件及工業設備對鋁合金壓鑄外殼需求多樣且嚴苛。正在設計或準備制造此類外殼的你,面臨精度與強度結合、定制與成本控制、材料選擇實現性能優化等關鍵挑戰。本《定制鋁合金壓鑄外殼:全面指南》將逐一剖析解答這些問題。
|
|
|
尺寸:目前市場上最小約 0.5 厘米,最大150 厘米左右。實際尺寸因生產廠家設備決定。
形狀:設計拔模角度。
壁厚:小型電子產品外殼(如手機、平板)壁厚 0.8 - 1.5 毫米;小型電器設備外殼(十幾厘米到幾十厘米)壁厚 1.5 - 2.5 毫米;中型機械部件及部分汽車零部件外殼(幾十厘米到一米)壁厚 2.5 - 4 毫米;大型工業設備外殼等壁厚 4 - 8 毫米甚至更厚,具體依結構強度與承載情況定。
脫模角度:拔模角度應在 1° 至 3° 之間,如果拔模角度過小,產品可能會在脫模時被拉傷或損壞模具。
加強筋設計:能讓外殼更結實。就像建房子加鋼筋一樣,加強筋可以增加外殼的強度,讓它不容易被壓壞或撞壞。其次,防止鋁合金外殼變形。如果外殼比較薄,就容易彎曲或扭曲,加強筋可以讓它保持形狀。
公差控制:拐角處的尺寸公差相對較大,一般在 ±0.2 毫米到 ±0.3 毫米左右。面度公差最小可以控制在 0.05 毫米到 0.1 毫米左右。邊緣的尺寸公差通常在 ±0.1 毫米到 ±0.2 毫米左右。孔的直徑公差一般可以控制在 ±0.05 毫米到 ±0.1 毫米左右。
圓角設計:盡量避免尖銳的角,圓角可以使金屬液更加順暢地流動,減少流痕、冷隔等缺陷的產生。便于脫模,減少應力集中。
內部結構設計:避免倒扣結構。
散熱設計:在設計上做散熱片設計,通風孔設計,內部風道設計。
標識和刻印設計:字體凹刻深度可以在 0.2 毫米至 0.5 毫米左右。字體凸起高度不宜過高,一般在 0.2 毫米至 0.5 毫米左右較為合適。字體最小可以在 1.5 毫米左右。字體線條不宜過細,最小可以在 0.3 毫米左右。
以下這些是適合用于壓鑄的鋁合金材料牌號
日本標準:ADC12,ADC3
美國標準:A360.0,A380.0,A383.0,A413.0
中國標準牌號:YL112,YL113,YL302
1,ADC12流動性好,硬度較高,滿足一般散熱要求。
2,A380具有出色的流動性、氣密性和耐熱裂性,適合多種散熱產品的制造。
3,YL113具有一定的成本優勢,適合制造結構較為復雜的散熱產品。能滿足一般工業和民用產品的散熱需求。
|
|
|
| 鋁合金錠 | 鎂合金錠 | 鋅合金錠 |
根據您的產品,選擇適合您的產品裝飾工藝,可以提升您的產品外觀檔次,同時也能增加一些特性,例如防水防潮防氧化,以下是我們常用的一些工藝。
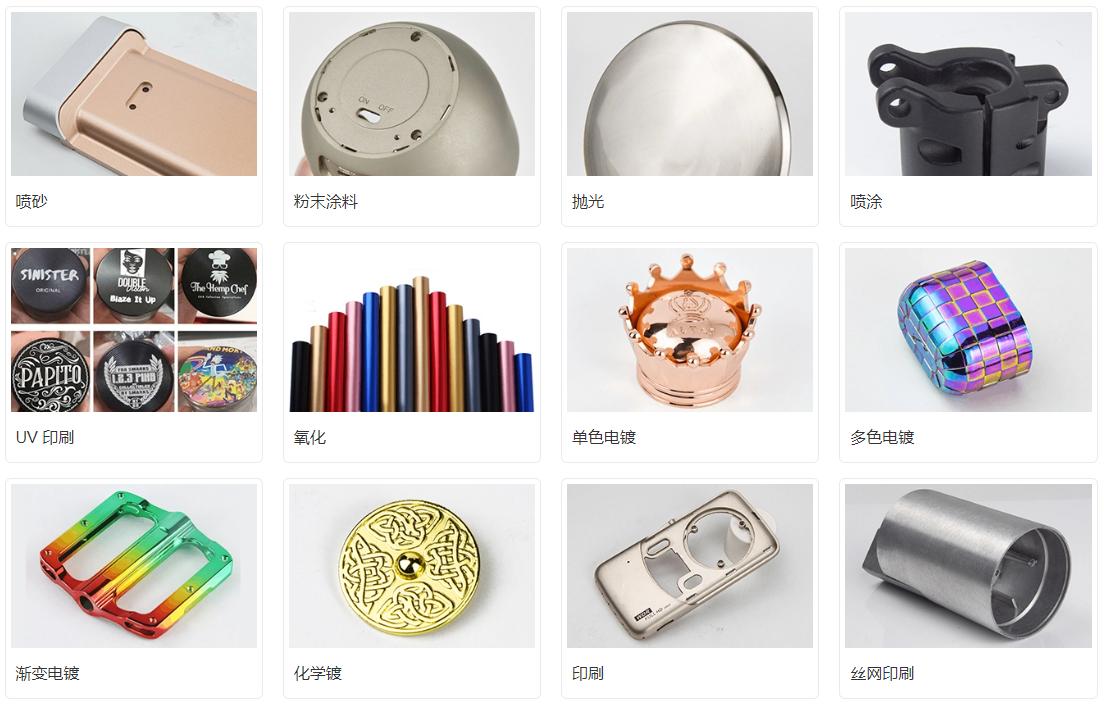
陽極氧化:通高壓電在鋁合金表面形成氧化膜。
微弧氧化:高電壓下使壓鑄鋁合金表面產生微弧放電形成陶瓷質氧化膜。
粉末噴涂:靜電吸附粉末涂料后高溫固化。
電鍍工藝:電解原理在鋁合金表面沉積金屬鍍層。
電泳工藝:工件作電極放入含樹脂粒子電泳漆液,電場作用下樹脂粒子沉積形成涂層。
烤漆工藝:預處理后噴涂涂料,高溫烘烤固化漆面。
噴砂工藝:高速砂粒沖擊壓鑄鋁合金表面,調整參數控制粗糙度。
化學鈍化:壓鑄件浸入化學試劑溶液生成鈍化膜。
化學鍍:無外加電流,還原劑使金屬離子在壓鑄鋁合金表面還原沉積出金屬鍍層。
滲氮處理:在含氮介質中使氮原子滲入表面形成氮化物層。
化學拋光:工件浸入拋光液,溶解微觀凸起部分使表面光亮平整。
機械拋光:工具摩擦去除瑕疵,使表面光滑光亮。
激光表面處理:激光束照射壓鑄鋁合金表面改變性能。
拉絲工藝:拉絲輪或帶摩擦工件表面形成紋路。
如何選擇一個優質的壓鑄鋁合金外殼制造商。通過這些關鍵因素的綜合評估,可以確保合制造商能夠提供高質量的產品和穩定的服務。

1,是否具備模具開發能力,模具設計團隊的專業性、模具制造設備和工藝。考察模具設計團隊的經驗和能力,以及模具制造的精度和質量。
2,壓鑄機數量越多越好,先進的壓鑄設備。
3,生產線數量、工人數量,生產班次,了解產能是否滿足大批量訂單需求,交期是否準時,應對高要求。
1,質量管理體系:了解制造商是否建立了完善的質量管理體系,如 ISO9001 質量管理體系等。
2,檢測設備和手段:了解制造商是否擁有三坐標測量儀、金相分析儀、硬度計等檢測設備,以及是否進行原材料檢測、過程檢測和成品檢測等。
1,公司成立時間越久說明經驗越豐富,技術越成熟。
2,了解制造商工廠做的產品復雜程度,或做過和你同類產品外殼的。 3,了解制造商是否有專業的技術人員,能夠提供技術咨詢和解決方案。
在定制鋁壓鑄外殼之前我們需要從設計的各個細節,如尺寸、形狀、壁厚等方面精心考量,到挑選合適的壓鑄鋁合金材料以及恰當的表面處理工藝,再到謹慎選擇優質的制造商,每一個環節都不可或缺。掌握這些關鍵因素,能讓您定制出專屬的鋁合金外殼,找到可靠的壓鑄制造商,獲得高品質產品,為電子產品、汽車零部件及工業設備等領域的發展提供有力支撐。
Copyright ? 2023 :廣東長創精密智造有限公司

掃一掃加微信